
I didn’t realize it until last night, but 1 of my windows wouldn’t lock. I can’t have that! It was a 2nd story window, so not a security issue, but the cold air blows through it. I needed to make a shim for the lock. I happen to have this really cool tool. My 3d …
Monthly Archives: January 2013
I tweaked on my printer a bit
I am not a fan of cooling fans… I am thinking water cooling the hot end is pretty cool… Watercooling my MakerGear Prusa RepRap I’ve been fighting with printing 1.75mm PLA. The thicker brass in the hot end causes the heat to creep up more and make the ‘melt zone’ so long and sticky that …
Watercooling my MakerGear Prusa RepRap
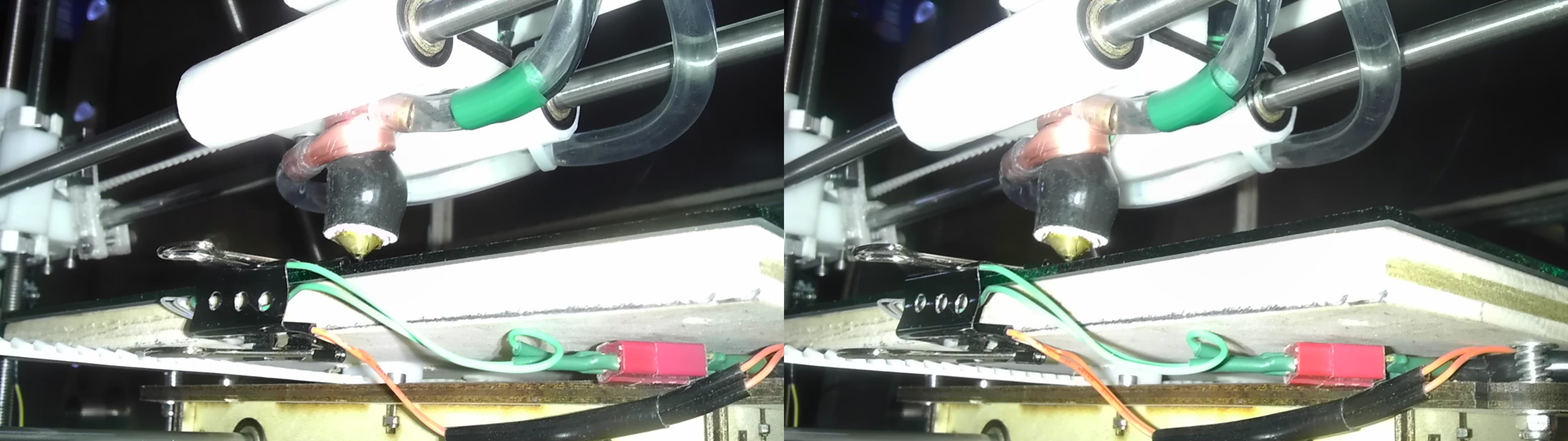
I’ve been fighting with printing 1.75mm PLA. The thicker brass in the hot end causes the heat to creep up more and make the ‘melt zone’ so long and sticky that the printer jams up. So, I fixed this issue. With one of my aquariums. I am now water cooling my hot end.
Anybody have the USB port on their arduino go bad?
I've got intermittent failures that looks like a bad USB cable. On three different cables. One thing I've noticed is that there is a lot of wobble in the connector. I think 9 months of having the cable come around to the front of the printer has messed it up. Is there something I can …
Continue reading “Anybody have the USB port on their arduino go bad?”